 |
當(dāng)前位置 -> 首頁-> 產(chǎn)品中心
產(chǎn)品中心more>>
內(nèi)冷鉸刀,內(nèi)冷合金鉸刀
瀏覽:
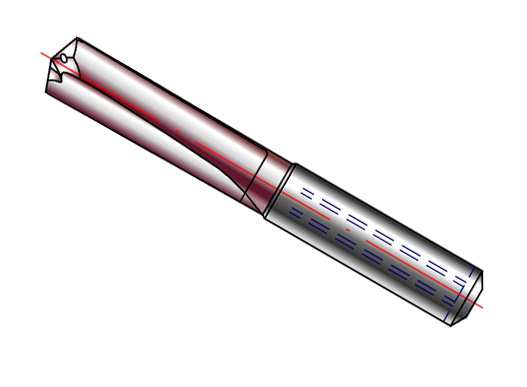
硬質(zhì)合金鉸刀由于工作時是以擠切為主,故留鉸余量應(yīng)大于高速鋼鉸削余量。對銅鎳合金材料的鉸削為鉸孔直徑留余量0.1;刀具在高速鉸削時,產(chǎn)生大量切削熱 非標(biāo)鎢鋼鉸刀:適用范圍:用于灰鑄鐵 ,這些切削熱如不能及時被帶走
,將影響孔的表面質(zhì)量
,并且降低刀具的使用壽命
。高速鉸削雙層合金材料時,宜采用濃度較高的乳化液
,并應(yīng)充分冷卻。如有可能最好采用極壓添加劑的極壓乳化液 ,因它能在孔壁和刀刃間形成一層薄膜
,起到潤滑作用,抑制刀痕的產(chǎn)生
。
、球墨鑄鐵、鋁合金
、中碳鋼等材料的精加工

